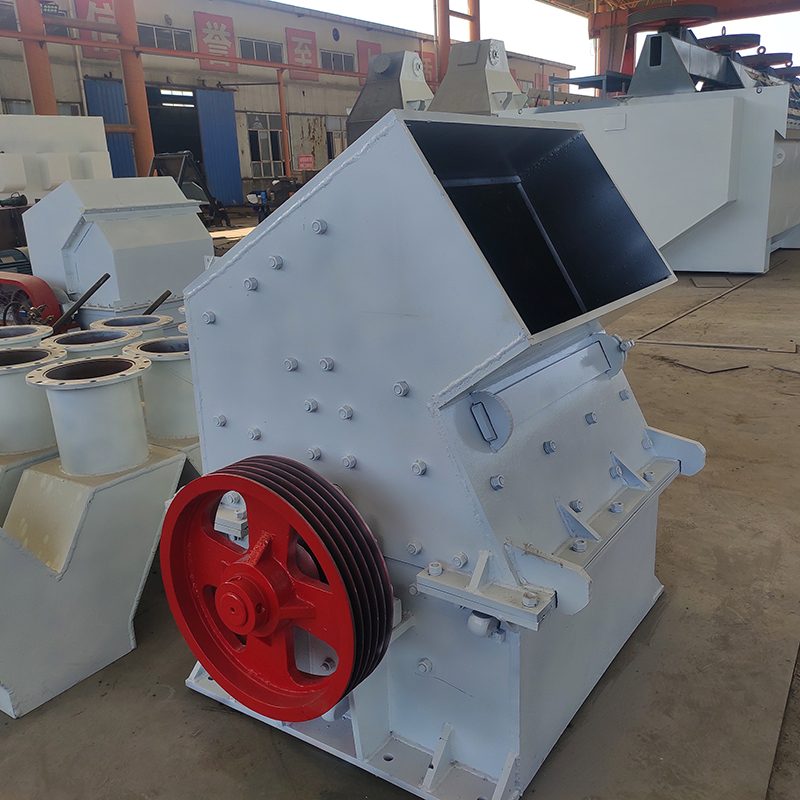

Где купить Китай молотковые дробилки серии ДМ заводы?
2026-02-20
Искал недавно поставщика на молотковые дробилки серии ДМ, и снова наткнулся на кучу сайтов с одинаковыми картинками и пустыми обещаниями. Многие думают, что найти китайский завод — это просто ?погуглить? и выбрать того, кто дешевле. На деле же, особенно с оборудованием вроде молотковых дробилок, это история про проверку на вшивость, где красивые каталоги часто ведут в никуда.
Что скрывается за ?заводом-производителем?
Слово ?завод? в китайском контексте стало размытым. Раньше я тоже велся на это, пока не приехал по одному контракту в провинцию Хэнань. По документам — крупное производство, а на месте оказался сборочный цех в промзоне, который закупает основные узлы (те же роторы или молотки) у соседей и просто красит их в свой цвет. Для серии ДМ, где важна балансировка ротора и износостойкость молотков, это критично. Неравномерный износ через пару месяцев работы — и все, простой и дорогой ремонт.
Поэтому теперь первым делом смотрю не на красивые рендеры, а на видео с производства. Нужно видеть, как варят станину, как обрабатывают валы. Если в кадре только готовые машины на складе — это тревожный звоночек. Идеально, если есть кадры испытаний под нагрузкой, но такое показывают единицы.
Еще один момент — сертификаты на сталь. Для молотков и сит дробилок ДМ часто используют сталь Hardox или аналог. На словах все ее ?применяют?, но попроси техпаспорт с химсоставом и механическими свойствами конкретной партии — и начинаются отговорки. Без этого документа любая претензия по преждевременному износу превращается в пустую переписку.
Опыт работы с конкретными поставщиками
Пару лет назад мы закупали партию дробилок ДМ для угольной подготовки. Одним из поставщиков было предприятие из Шаньси — ООО Цзесю Лида Машиностроение. На их сайте https://www.ldleader.ru информация подана без лишней мишуры, виден акцент на обогатительное оборудование. В описании указано, что компания основана в 1990 году и занимается комплексным проектированием и производством для углеобогащения. Это важный нюанс: производитель, который сам проектирует фабрики, обычно лучше понимает, как его дробилка впишется в технологическую цепочку, а не просто продает ее как отдельный агрегат.
Работали мы с ними не напрямую, а через партнеров, но по оборудованию вопросов не возникло. Машины пришли в контейнерах упакованные нормально, без следов морской коррозии на электрике — мелочь, но уже показатель отношения. На раме были монтажные метки и понятные схемы подключения, что для наших монтажников стало приятным сюрпризом.
Хотя, справедливости ради, не все было гладко. С запасными частями пришлось ждать дольше оговоренного срока. Не потому что их не было, а из-за логистики — они отгружали со склада в Китае, а не через европейский хаб. Пришлось на будущее этот момент прописывать в спецификации отдельным пунктом.
Ключевые узлы, на которые стоит смотреть при выборе
Если отбросить маркетинг, то выбор дробилки серии ДМ упирается в несколько железных моментов. Первый — узел подшипников. Должны быть сдвоенные роликоподшипники, причем с защитными лабиринтными уплотнениями от пыли. Видел варианты с обычными подшипниками в пыльной зоне — их хватало на сезон.
Второе — система смены сит. В идеале она должна быть откидной или раздвижной, чтобы не разбирать полкорпуса для замены. На одном из объектов пришлось вырезать люк сбоку, потому что заводская конструкция предполагала демонтаж всего ротора, а это сутки простоя.
И третье, о чем часто забывают, — точки обслуживания. Достаточно ли места, чтобы подлезть ключом к болтам крепления молотков? Есть ли смотровые люки для быстрой проверки состояния без остановки? Эти мелочи в проекте не видны, но в эксплуатации решают все.
Цена vs. Стоимость владения
Самая большая ошибка — сравнивать только цену в инкотермс FOB Циндао. Дешевая дробилка может съесть разницу в стоимости на первом же капитальном ремонте. Считаю всегда полный цикл: стоимость машины, доставка, растаможка, монтаж, и главное — эксплуатационные расходы.
Сюда входит и ресурс молотков (сколько тонн на один комплект), и стоимость сеток, и энергопотребление. У одной и той же модели ДМ от разных заводов показатели могут отличаться на 15-20%, потому что один ставит двигатель по ТУ, а другой — премиальный, с высоким КПД. Разницу в цене двигателя он окупает за год-полтора за счет экономии на электричестве.
Поэтому запрашиваю всегда не просто коммерческое предложение, а расчет удельных затрат на тонну продукта. Если поставщик отказывается его давать или тянет с ответом, это повод задуматься. Нормальный инженер-продавец на заводе такие цифры знает или быстро их получает из техотдела.
Логистика и ?послепродажка? — где собака зарыта
Даже с лучшим заводом можно провалить проект на этапе доставки и пусконаладки. Один раз мы не прописали в контракте обязательный выезд инженера на шеф-монтаж. Приехало оборудование, а инструкция по сборке была переведена машинно. В итоге неделю разбирались с подключением шкафа управления, потеряли время.
Теперь всегда включаю в сделку либо приезд специалиста от завода, либо подробную видеоинструкцию по сборке от них же. Завод вроде ООО Цзесю Лида Машиностроение, судя по их профилю, такие услуги предлагает, так как они занимаются полным циклом, включая монтаж. Это серьезный плюс.
И конечно, наличие склада запчастей в России или хотя бы в Казахстане/Беларуси. Ждать молоток или подшипник два месяца из Китая — это роскошь, которую мало кто может себе позволить. Лучше сразу обсудить, какие расходники они готовы держать на региональном складе и по какой схеме пополнять запас.
В общем, возвращаясь к изначальному вопросу — где купить. Ответ: не ?где?, а ?у кого?. Искать нужно не сайт с красивым каталогом, а конкретного производителя с историей, желательно в нужной нише (как шансийский завод для угольной отрасли), который готов открыть производство, дать реальные данные по испытаниям и взять на себя часть забот по логистике и поддержке. Остальное — уже детали, которые прорабатываются в переписке и техзадании.